西城工业机床维修

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
该用户其他信息
———线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
| 作用对象 | 工具 | 作用对象材质 | 金属 |
| 工作形式 | 车 | 布局形式 | 卧式 |
| 控制形式 | 数控 | 是否库存 | 是 |
| 联系人 | 殷先生 | ||
西城工业机床维修
跟着社会经济的不断发展,机床是产业发展中不可或缺的事情装备。机床也是其中的抉择之一,因而呈现了许多机床回收接管市场。许多半时刻机床是中小企业的抉择,由于其价格低廉,而且可以或许满意生产需要。由于需求量较大,以是许多回收接管商组成为了机床回收接管市场,来满意生产需要,然则回收接管也需要多懂得一些机床市场的概况。
现在的机床回收行业,在国内的市集里面,根本上有着种种差别的产业化需求,好多国内的专家广泛以为,在整个接纳行业当中,将有着种种差别的买卖,是指如许的买卖的本钱十分的低,报答特殊的高,随着社会先进的逐步提拔,大型的企业根本上也可以包管这些设备的先进,可以逐渐镌汰或许是出售一些纷歧样的设备,并且整个设备相对也是有所差别的,在机床接纳的时候,将有着更多差别的开展市集。
在加工中心上加工零件的特点是:被加工零件经过一次装夹后,数控系统能控制机床按不同的工序自动选
择和更换刀具;自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其它辅助功能,连续地对工件各加工面自动地进行钻孔、锪孔、铰孔、镗孔、攻螺纹、铣削等多工序加工。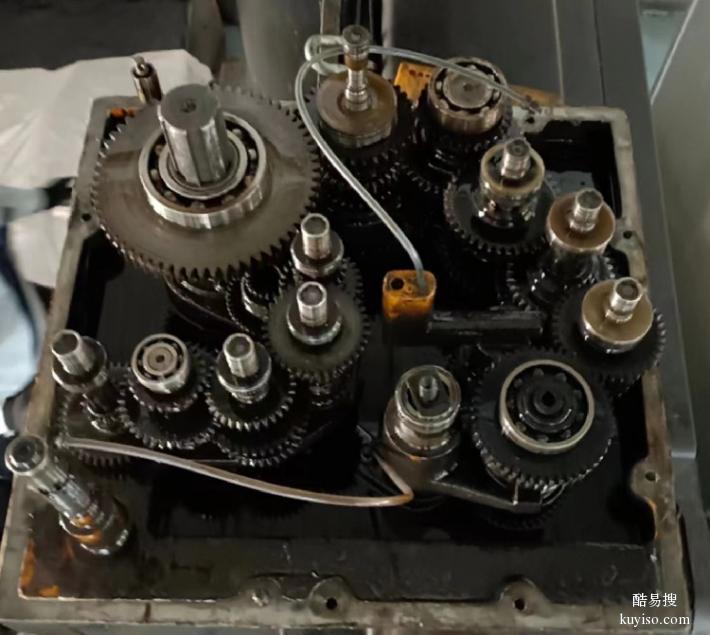
立式加工中心的机床特点
1、高刚性结构
a、立式加工中心的所有大件都是采用封闭箱形的结构,厚壁多筋,优质灰铸铁树脂砂型铸造,通过多道应力进行消除处理的工序。
b、VMC500高速精密钻削的立式加工中心采用的是直线滚动的导轨,它的定位速度非常高,定位非常准确。床鞍在全行程内没有悬垂现象。
2、优良制造
VMC500高速梢密钻削的立式加工中心,它在出厂的时候,它的运动坐标的定位精度、市复定位精度都是通过检侧的,其手段科学、数据可靠。
3、高精密刚性主轴
立式加工中心的主轴的轴承采用成套预压的高精密斜角滚珠的轴承,BT40轴承配置给予主轴大的刚性与高的精度。
b、采用高扭矩的主轴电机,输出功率非常高。
c、主轴工作精度非常稳定。
4、定位精度非常高
三坐标滚珠丝杠采用弹性联轴节和交流伺服的电机进行直接的联结,配合丝杠轴承支承。并在出厂前进行预拉伸,保证进给系统无间隙、刚度大、工作枯度稳定。
5、高效、可靠的自动换刀装置
a、采用斗笠式自动换刀装置,刀具交换快速、平稳、可靠。
b、刀库可以配置8把、10把、12把的BT30形式的切削工具。
c、换刀系统的可维护性好。
6、采用高可靠度配套元件
7、机电一体化设计
全交流数字伺服。控制性能好、维修简单、易于操作。能实现坐标位置精度双向补偿。
立式加工中心特点有哪些呢
1、立式加工中心的基本零件全是选用高韧性、低地应力的树脂砂铸造开展锻造的,它的精密度和可靠性很好。
2、床体式合理布局,水准十字滑台,立式龙门加工中心的主轴轴承箱选用重锤式均衡,它的健身运动实际操作十分均衡灵便。
3、主轴轴承无级变速,主皮带部位意见反馈,是能够 保持髙速刚度的攻牙。
4、立式龙门加工中心具备全安全防护的特性,机电一体化设计构思,合理布局,环境保护清理,有利于实际操作等。
5、高刚度:高刚度的总体设计;
6、效率运转:交流伺服电机与滚珠丝杆选用直联方法;
7、效率高:主轴轴承转速比的速率能够 做到8000r/min,快移速率能够 做到24m/min;
8、个性化:与众不同的情感化设计,丰富多彩的工业触摸屏。
针对不同种类的立式加工中心型号,对刀是开工前不可或缺的一个步骤。其目的是确定程序、原点在加工中心坐标轴中的位置,对刀点设置在夹具上或加工中心上,对刀时应使对刀点与刀位点重合。
一、依次打开加工中心电源和数控系统电源,然后打开设备的急停开关,防止意外事故发生。
二、主轴转速的设定,把工作状态设置为MDI。MDI是英文manual data input缩写。是手动输入数据的意思。在MDI操作模式下,可以输入一些简短的程序指令,按下起动键就可以执行命令进行简单的工序,非常适合对刀操作。手动模式一般可以配合找正、对刀、检测等工作。
三、开始对刀-建立工件坐标系,一般情况下工件坐标系原点建立在工件右端面的中心,选择手轮方式进行对刀。先让X轴进行旋转,然后分别选择X轴和Z轴负向移动至靠近右端面;
对Z原点:分别选择X轴、Z轴并移动使刀尖轻碰右端面,并用很小的切削量切平端面后,沿正X方向退出,主轴停止。
注意X轴方向的预留加工余量。在手动数据输入方式中,按下OFFSET按键,然后光标移到与程序对应的刀补括号里,输入余量点击输入,此时对刀的过程就结束了。
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证